深圳市(shì)圳佳鋁業有限(xiàn)公司
吳先生:13602517875
林錦城(銷售總監):13613023966
林錦璿(銷售經理):18194047991
電話:0755-22250966
QQ:461931695
傳真:0755-25655633
網址:www.jsxgbjfd.com
郵箱:3462883030@qq.com
461931695@qq.com
地址:深圳市寶(bǎo)安(ān)區 沙井鎮新橋社區芙蓉七路新芙蓉科技園4棟1層
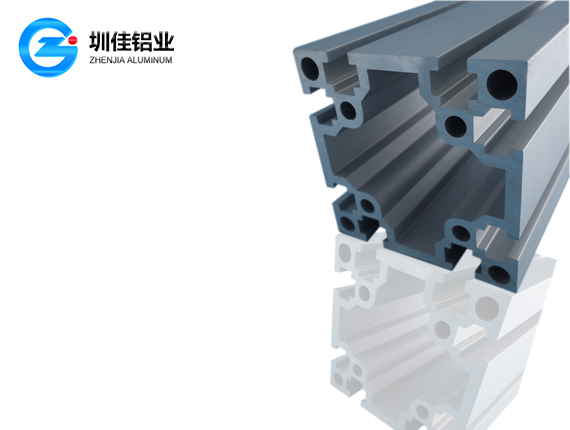
原材料質(zhì)量問題是導致尺寸偏(piān)差(chà)和表麵(miàn)缺陷的潛在(zài)根源。鋁合金(jīn)的化學成分(fèn)和雜質含量對(duì)型材質量影響顯著。若鋁合金中雜質含量(liàng)過高,如鐵、矽等元素超標,會改變合金的流動性和熱膨脹係數。在擠壓成型過程中,流動性差(chà)的合金難以均勻(yún)填充模具型(xíng)腔,導致(zhì)型材壁厚不均勻,出現尺寸偏(piān)差 。同(tóng)時(shí),雜質的存在(zài)還可能在型材表麵形成氣孔、砂眼等(děng)缺陷。例如,當鋁合金中(zhōng)含鐵量過高時,容(róng)易(yì)在(zài)型材表麵產生黑色點狀缺陷。此(cǐ)外,鋁錠的鑄態(tài)組織不均勻,存在(zài)偏析現象,也會(huì)使型材在擠壓過程中變形不一致,造成尺寸波動和表麵不平整。
加工工藝參數設置不當是引發問題的關鍵因素。在擠(jǐ)壓工藝中,擠(jǐ)壓溫(wēn)度、速(sù)度和壓力的控(kòng)製至關重要。擠壓溫(wēn)度過高,鋁合金會出現過燒現象,導致型材表(biǎo)麵起皮、氣泡;溫度過低則合金流動性不足,型材難以(yǐ)成型,且表麵粗糙 。擠(jǐ)壓速度過快,型材(cái)內部組織無法充分結晶(jīng),會產生(shēng)內應力,引起(qǐ)尺寸變形;速度過慢則(zé)生產效率低下,還可能因(yīn)金屬在(zài)模具內停留時間過長而導致表麵氧化。擠(jǐ)壓壓力不均勻會使型材各部位變形不一致,造成尺寸偏差。在時效處理環節,若溫度和時間控製不(bú)當,型材的力學性能和尺寸穩定性都會受到(dào)影響,出現尺寸收縮或膨脹,表麵也可能因組織不均勻而產生色差。

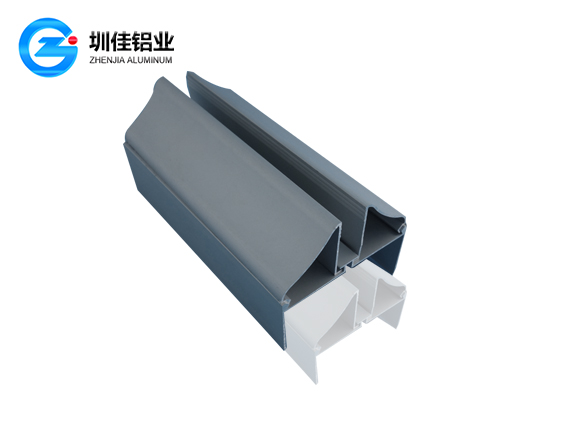
生產設備的磨損和故(gù)障也(yě)是不容(róng)忽視的原(yuán)因。擠壓模具(jù)是決定鋁型材尺(chǐ)寸和表(biǎo)麵質(zhì)量的關鍵工(gōng)具。長期使用(yòng)後,模具會因磨損而使型腔尺寸發生(shēng)變化,導(dǎo)致型材尺(chǐ)寸超差。模具表麵的粗糙度(dù)增加,會使型材表麵出現(xiàn)劃痕、擦傷等缺陷 。擠壓機的擠壓筒、擠壓杆等部件磨損,會導致(zhì)擠壓(yā)過程中金(jīn)屬流動不均勻,影響型材的尺寸(cùn)精度和表麵質量。牽引機的張力控製不準確,會使型材在拉伸過程中產生變形,造成尺寸(cùn)偏差。此外,冷卻設備的故障,如冷卻水流不均勻,會使型材冷卻速度不一致,產生內應力,導致尺寸變形和表麵裂紋。
操作過程中的不規範行為同樣(yàng)會導致問題出現。操作人員在(zài)模具安裝時,若對中不(bú)準確,會使型材在(zài)擠壓過程中受力不(bú)均,產生尺寸偏差和表麵缺陷。在(zài)型材牽引過(guò)程中,操作人員(yuán)未及時調(diào)整牽引速(sù)度和張力,與擠壓速度不匹配,會導致型材拉伸過度或鬆弛,影響尺寸精度。在型材(cái)矯直過程(chéng)中,矯直機的矯直量控製不當,會使型材出現彎曲、扭曲等變形(xíng)。此外,操作人員在搬運和堆放型材時,若操作不當,也容易造成型(xíng)材表麵劃傷、碰傷(shāng)等缺陷。

深圳市圳(zhèn)佳(jiā)鋁(lǚ)業有限公司
電話:0755-22250966 傳(chuán)真(zhēn):0755-25655633 E-mail:3462883030@qq.com
地址:深圳市寶安區沙井鎮新橋社區芙蓉七路(lù)新芙蓉科技園4棟1層
網址:http://www.jsxgbjfd.com/

掃一掃,關注www.17c.com